







检修切割质量问题――切割棱角
本站发布日期:2019-9-19
很多制造车间花费大量时间和金钱对使用等离子切割机切割的零件进行二次加工,以清除熔渣或修正角度偏差。这些切割质量问题部分是因较旧或缺乏保养的切割机的机械和电气问题所致;部分与等离子工艺本身相关。切割质量等式中有如此多的变量,等离子割炬操作工应如何开始排除切割质量问题?在本文中,我们将讨论一些影响等离子切割件尺寸准确性的关键工艺变量。通过仔细控制这些变量,操作工可以尽量减少或消除尺寸问题及二次加工或废料的相关成本。

割缝是指等离子切割工艺产生的空隙,或指等离子弧切除的金属量。等离子弧是动态的(其尺寸和形状因电流、电压、气流和割炬的移动速率而异),因此,割缝会随着等离子弧柱的变化而变化。此外,喷嘴尺寸也会直接影响割缝宽度,这是因为喷嘴孔会将等离子气体射流限制为一个特定直径。(喷嘴尺寸根据电流额定值确定:喷嘴功率越大,开孔越大。)预估割缝宽度的一个好方法是将喷嘴孔尺寸乘以系数 1.5。例如,一个孔口为 0.086"、电流为 200 A 的空气喷嘴产生的割缝宽度约为 0.129"。
用于等离子切割的 CNC 控制器具有一个可调节参数,称为割缝补偿。操作工或程序员为割缝补偿输入一个值,该值通常等于割缝宽度(有些控制器使用 _ 割缝宽度)。然后,CNC 控制器自动计算对切割宽度的补偿值,使割缝始终保持位于零件的废料侧。操作工通常使用试验性错误方法来探索正确的割缝补偿值。他们首先按照一般规则来估计割缝,或进行实际测量,以获得初始值。然后,他们切割测试工件、测量工件并上下调整割缝补偿,并且重复此过程,直至零件测量值正确无误。
割缝太宽(零件太小)
此问题可能是因喷嘴磨损、割炬间隙(弧压)过大、电流过大、气流不足或速度过低所致。这其中每个变量均会导致弧柱增大,从而加宽割缝。割缝补偿值不正确(较小)也会导致零件尺寸过小。割缝太窄(零件太大)。此问题可能是因割炬间隙(弧压)过低、电流不足、气流过大或速度过快所致。这些变量会导致弧柱收缩,从而 缩窄割缝。割缝补偿值不正确(较大)也会导致零件尺寸过大。
坡口角度是指切割边缘的角度
坡口角度为 0° 的切割面是与材料水平面垂直的平直切口。大多数等离子割炬都是使用顺时针漩涡式流动的等离子气体,这样可在割缝右侧(沿割炬前进路径)形成更平直的切口。传统等离子割炬的典型坡口角度范围:切割“良好”侧为 1 ~ 3 度,切割“不良”侧为 3 ~ 8 度。大公差等离子切割系统可以实现更小的坡口角度。尽管由于气体退出割炬喷嘴时气体射流的形状原因,某些坡口成为等离子工艺固有的特点,但我们可以尽量减小它。坡口角度大于5度可能表明等离子切割设备参数存在问题。
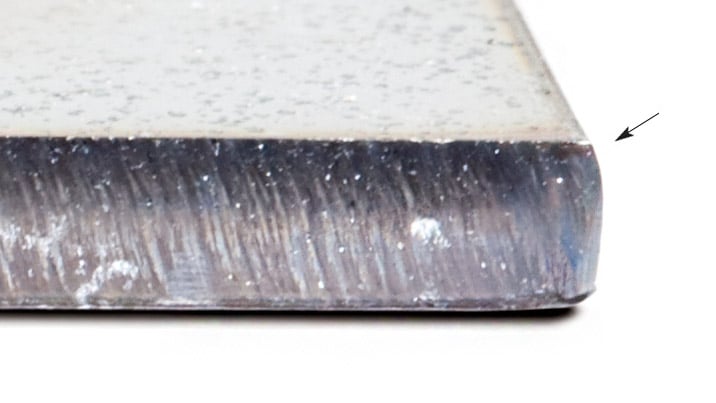
(过大)正角坡口

正角坡口:零件顶部小于底部
此问题可能是因喷嘴磨损、割炬间隙(弧压)过高、电流不足或速度过快所致。所有这些变量都会导致电弧滞后,从而导致接触割缝顶部的能量多于底部。因此,顶部割缝宽于底部割缝。围绕零件的切割方向不正确还可能会导致正向坡口角度过大。如果某零件周围存在过大的正角坡口,则其底部边缘还可能会有难以清除的高速熔渣珠。
负角坡口

负角坡口:零件底部小于顶部,根切
此问题可能是因割炬间隙(弧压)过低、电流过大或速度过低所致。这些参数导致电弧在板材底部切除更多的材料。通常,零件周围一致的负角坡口都会伴随有低速熔渣。
不规则坡口
正角切割表面:同一工件上同时存在正角和负角坡口
此问题通常表示喷嘴出现故障、割炬不成直角,或电极和喷嘴未对齐。这些变量会导致电弧偏离平直路径穿过材料。通常,方形零件的一侧出现正角坡口,另一侧出现负角坡口。零件的截面看起来像平行四边形,而非矩形。切割表面有时并不平整,而是一侧凹陷,另一侧凸出。这些都是部件磨损严重或未对齐的迹象。
武汉海辰机电工程有限公司主要经营代理美国Hypertherm公司的产品,我们可以向切割机制造商和用户提供世界著名品牌Hypertherm的等离子电源、数控控制器、弧压高度控制器和电容调高器以及原装进口的海宝易损件,同时承接各种 数控切割机、激光切割机的维护以及改造.欢迎广大用户来电咨询:24小时服务热线董小姐 13667239593 027-87638853