







等离子弧切割 (PAC) 系统――起弧问题
本站发布日期:2019-8-29
警告:PAC 系统的维护和维修只能由精通电气故障检修的人员执行。PAC 系统使用高压直流 (DC) 电。触电可能会导致人身伤害或生命危险。
征状
当正常操作需要的所有其他条件都没有任何问题时――电源已通电、符合安全性、零部件就位互锁、气体在割炬预流,且割炬在弧转移距离内,割炬却未能启动切割弧。
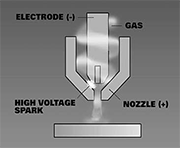
典型 PAC 系统的操作顺序如下所示:向电源发送启动切割信号,以接通系统电源。此时,电磁阀打开,允许气体流向割炬。引导弧继电器锁存,激活喷嘴 (+) 和电极 (-) 之间的开路电压 (OCV)。由可输出 3000-10000 V 交流电的高压发电机向割炬输送高频 (HF) 火花(参见示意图 1)。高频发电机通常包括一个高压变压器、电容器、火花隙组件和线圈。
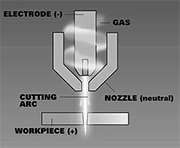
高频火花电离流经割炬的气体,使气体变为导电体。已离子化的气体允许电极和喷嘴之间有电流通过。该电流被引导电阻器限制在 20-40 A 直流电之间。电弧从孔口射出,并重新连接到喷嘴表面,从而形成引导弧(参见示意图 2)。
引导弧形成与工件的电气通路。如果割炬位于弧转移距离内(通常与材料相距 0.64 到 1.27 厘米),由于板材已连接到直流电路的正极,且不受电阻器的限制,因此,引导弧将转移到板材(参见示意图 3)。电流感应电路感测到电弧转移,关闭高频发电机,并打开引导弧继电器。
简而言之,要形成引导弧,割炬需要三个要素:等离子气体、直流电源和交流高频电。缺少其中任何一个要素,割炬都无法点火、转移或切割。
|
|
|
|
示意图 1 |
示意图 2 | 示意图 3 |
起弧问题故障检修
发生起弧问题时,操作工首先应评估引导弧。他将割炬抬高超出材料几厘米,以便可以清晰地观察割炬。然后,向割炬发出点火信号。在接通气流几秒钟后,应在割炬上形成引导弧。运行正常的引导弧将在空气中维持自身几秒钟。操作工查看喷嘴末端是否喷射出 0.64-1.27 厘米明亮的蓝白色电弧。此电弧不应发出突突声和劈啪声或听起来刺耳;它应该平滑而稳定。操作工应在空气中多次测试引导弧,以发现此情况是否重复出现。
问题 1:硬起弧
如果引导弧发出突突声和劈啪声,但点火断断续续,则问题可能在于硬起弧。当高频电设法切断电极和喷嘴之间的高压屏障时,可能会出现硬起弧。这可能是高频电不足或气压过大导致的。以下是补救硬起弧的四个步骤。
检查气压和气流。等离子气体压力或气流设定不应超出原厂建议设定。等离子腔室内压力过大,会使高频火花更难越过空隙,从而使引导弧还未完全形成就已熄灭。高气体压力是大多数硬起弧问题的原因所在,且经常被忽视,热忱的故障检修员可能会更换引导电路中的每个组件,结果发现只是气体压力太高了。
清洁用于将气体和电源输送至割炬的软管和电线,检查它们是否有看得见的损坏或连接是否松动。如果屏蔽层附着灰尘、金属粉尘或湿气,则会使高频能量消散。使用空气软管吹扫电缆,或使用干净的布擦拭它们。去除电缆中的所有线圈,它们会导致电感量变大。将电缆与切割机隔离。
检查、清洁和重新确定火花隙组件的间隙。来自高压发电机的高频电通常被发送到电容器,电容器在火花隙组件中放电。经过一段时间后,火花隙电极会退化或沾染金属粉尘和灰尘。按照制造商规范清洁电极并重新确定间隙。间隙应为 0.040 到 0.080 厘米之间,具体取决于系统。
如果使用水冷型割炬,则应检查冷却剂电阻率。对于大多数系统,电阻率应小于 10 千欧姆/厘米或 10 微欧姆。
问题 2:割炬出现微弱的蓝火花
如果割炬有看得见的火花,但火花是微弱的蓝火花,看上去与火花隙点的火花相似,则表明引导弧具有高频电,但没有直流组件。引导弧缺失直流电最可能的原因是触点出现磨损,或引导弧继电器中有坏的线圈;或引导电阻器存在缺陷。
问题 3:割炬或火花隙中没有看得见的火花
没有向高压发电机输送交流电源;高压发电机有缺陷;电容器有缺陷;火花隙组件短路或已损坏。
问题 4:
割炬无火花,火花隙有火花,严重的硬起弧――请参阅问题 1;割炬电缆短路或断路;割炬本体短路或断路。
武汉海辰机电工程有限公司主要经营代理美国Hypertherm公司的产品,我们可以向切割机制造商和用户提供世界著名品牌Hypertherm的等离子电源、数控控制器、弧压高度控制器和电容调高器以及原装进口的海宝易损件,同时承接各种 数控切割机、激光切割机的维护以及改造.欢迎广大用户来电咨询:24小时服务热线董小姐 13667239593 027-87638853