







等离子切割类型
本站发布日期:2019-8-20
传统单一气流等离子切割
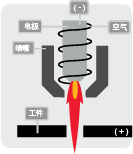
此工艺通常使用同一种气体(通常是空气或氮气)来产生和冷却等离子弧。
双气流等离子切割(无保护帽)
此工艺使用两种气体;一种用于形成等离子,一种用作保护气。在额定电流较小的系统(125 A 以下)中,通常使用压缩空气兼当等离子气体和保护气体。双气流无保护帽系统的喷嘴裸露在外,不得用于拖拽切割。
双气流等离子切割(有保护帽)
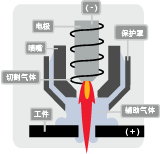
此工艺使用两种气体,一种作为等离子气体,另一种用作保护气体。在 125 A 以下的系统中,通常使用空气兼当等离子气体和保护气体。保护帽技术的优点在于其可以防止喷嘴与穿孔时反溅的熔融金属接触,从而实现电绝缘,还允许在手持应用中进行拖拽切割。在某些系统上还采用了更多增强功能(Conical Flow 锥型流技术),可同时提升切割性能和喷嘴使用寿命。
高精细等离子切割
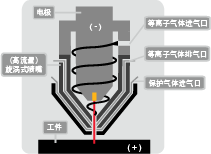 在此工艺中,采用专用喷嘴设计,使电弧进一步变窄,从而提高了能量密度。由于电弧能量更高,在切割厚度不超过 50 mm 的材料时,与传统的等离子切割技术相比,高精细等离子切割技术可实现出色的切割质量,其切口边缘棱角很少,割缝更窄,切割速度更快。有了这些系统,实现 +/- 0.25 mm 范围内的切割零件精度亦非难事。
在此工艺中,采用专用喷嘴设计,使电弧进一步变窄,从而提高了能量密度。由于电弧能量更高,在切割厚度不超过 50 mm 的材料时,与传统的等离子切割技术相比,高精细等离子切割技术可实现出色的切割质量,其切口边缘棱角很少,割缝更窄,切割速度更快。有了这些系统,实现 +/- 0.25 mm 范围内的切割零件精度亦非难事。
如今的高精细切割系统可实现很高程度的自动化,而且系统本身专门设计用于自动化切割。在以往的等离子切割系统中,要获得良好的切割质量,就需要操作工具备深厚的专业知识。而在先进的切割系统中,则采用 CAM 软件来管理日常切割操作,其中几乎融入了所有这些专业知识。
通过采用高精细等离子切割系统,切割孔圆度很高,几乎不会产生锥形孔。边缘平整无熔渣。两次切割之间的间隔时间缩短,大大提升了生产效率。可在同一台等离子切割系统上使用同一款割炬切割厚度从线规级直至超过 182 mm 的材料。割炬可通过同一喷嘴孔口进行切割和打标作业。
X-Definition 级别等离子切割
X‑Definition™ 等离子切割是最新、先进的等离子切割技术,在低碳钢的切割质量和稳定性方面达到新的水准。同时,其还将海宝首创的高精细工艺拓展到多种有色金属的切割应用中。
如果安装在高品质的自动化切割机上,X-Definition 等离子切割技术能够实现可与激光切割相媲美的精确边缘棱角:切割薄板质量可达到 ISO 9013 范围 2,切割较厚的金属板材时质量可达到范围 3,且稳定性更佳。
X-Definition 绝非只是一项设计创新,其由多种全新和扩展的切割技术组成,包括:
HyFlow Vortex 漩涡式喷嘴或 Vented Nozzle 排气喷嘴技术:这种独特的两片式排气喷嘴设计通过对齐并聚焦等离子弧来提高电弧的稳定性和能量密度,从而在切割所有钢材(包括不锈钢)和铝材时获得更干净、更锐利和更稳定的边缘质量
Vented Water Injection (VWI):这项工艺使用排出的氮气作为等离子气体,使用水作为保护气体,能够在切割不锈钢和铝材时减少棱角和获得更接近直角的切割边缘。
等离子气分流技术:这项技术将从排放的等离子气体中分离出氢气并与保护气体相混合,在切割厚度不超过 12 mm 的不锈钢时能显著减少棱角,边缘颜色稳定一致。
等离子气缓冲技术:切割薄不锈钢时,往往需要以较低的电流、高度压缩的电弧进行切割,此时,压力和流量的波动会造成电弧不稳,而这项技术在喷嘴中加装了一个腔室,专门用于吸收压力和流量波动。这样可以消除切割表面呈波浪形和不规则的现象。
Cool Nozzle™ 冷却喷嘴:这项功能在 300 A 氧气工艺上提供,它会直接为喷嘴孔提供液冷,将易损件寿命期内的切割质量提高 40% 以上。
Advanced Arc Stability 高级稳弧:这项技术通过修改保护气体的冲击来提升电弧从穿孔或锐角脱出时的稳定性,以缩短引入线长度和提高切割质量。
武汉海辰机电工程有限公司主要经营代理美国Hypertherm公司的产品,我们可以向切割机制造商和用户提供世界著名品牌Hypertherm的等离子电源、数控控制器、弧压高度控制器和电容调高器以及原装进口的海宝易损件,同时承接各种 数控切割机、激光切割机的维护以及改造.欢迎广大用户来电咨询:24小时服务热线董小姐 13667239593 027-87638853