







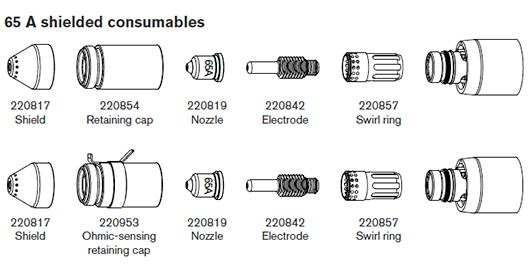
地 址:武汉市东湖开发区佳园路2-2号光谷国际商务大厦A-2404
电 话:86-027-13986126423 87638853 87638957
传 真:86-027-87638956
借助等离子切割技巧提高切割质量
本站发布日期:2019-9-18






下面的参考指南给出了一些有助于提高金属切割质量的解决方案。尝试并利用这些建议非常重要,因为要提高切割质量通常需要考虑多种因素:
- 机器类型 (例如 XY 切割床、冲床、机动化小车、机器人)
- 等离子切割系统 (例如空气等离子切割系统、氧气等离子切割系统和高精细等离子切割系统)
- 运动控制设备 (例如:CNC 控制器和割炬调高控制器的性能)
- 工艺变量 (例如切割速度、切割高度和易损件的选择)
- 外部变量 (例如材料变化、气体纯度和操作工经验)
要改善切割外观,应对上述因素进行全面考虑。
步骤 1:等离子弧的切割方向是否正确?
最直的切割角度始终在割炬前进路径的右侧。
- 检查切割方向
- 根据需要调整切割方向
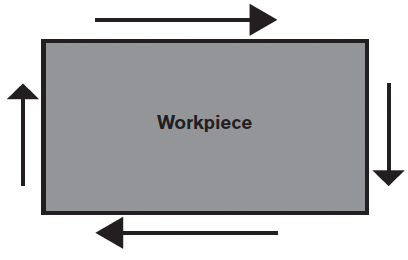
使用标配易损件时,等离子弧通常顺时针旋转。
轮廓:
- 割炬顺时针旋转
- 在割炬前进方向的右侧切割可获得更好的切割质量
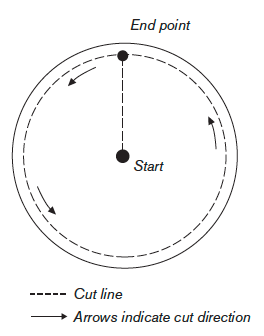
内部轮廓(孔):
- 割炬逆时针旋转
- 在割炬前进方向的右侧切割可获得更好的切割质量。
带内孔板材
步骤 2:是否根据待切割材料的材质及厚度选择了正确的工艺?
请参阅《海宝使用手册》“操作”一节中的切割表。
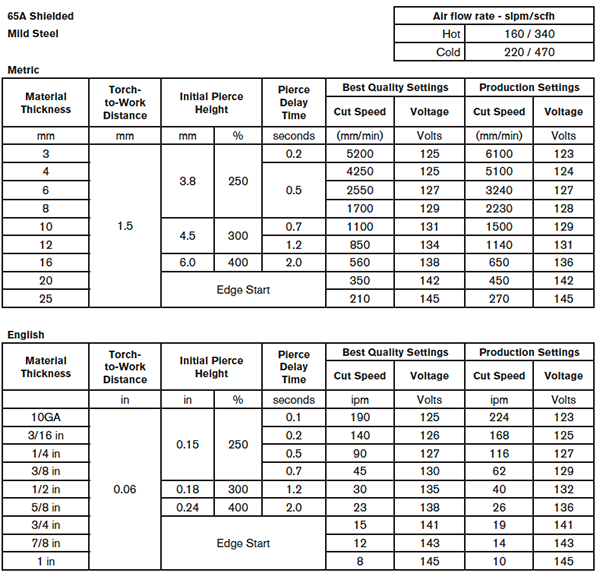
请务必遵循切割表中的规格:
-
参考以下因素,选择合适的切割工艺:
- 金属类型
- 金属厚度
- 期望的切割质量
- 产量目标
- 使用双气体等离子切割系统时,应选择合适的等离子气体和保护气体
-
选择合适的参数:
- 气体压力(或流量)
- 割炬与工件的距离及弧压
- 切割速度
- 验证并确保所用易损件(割嘴)及其部件号正确。
注:通常,低电流工艺的切割棱角较少,表面光洁度较高,但切割速度较慢,熔渣较多。
步骤 3:易损件是否磨损?
- 检查易损件有无磨损
- 更换已磨损的易损件
- 务必同时更换喷嘴和电极
- 避免 O 形圈润滑过度
注:使用海宝原厂易损件可确保获得卓越的切割性能。
步骤 4:割炬是否与工件垂直?
- 调平工件
- 调整工件,使割炬在正面和侧面均与工件保持垂直
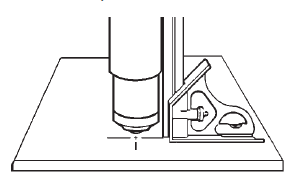
注:检查材料是否弯曲或翘曲,在极个别情况下,可能无法校正此缺陷。
步骤 5:割炬与工件的距离是否设置正确?
- 正确设置割炬与工件的距离
- 如果使用弧压控制,应调节电压
注:如果易损件磨损,需要不断调整弧压以保持割炬与工件的距离。
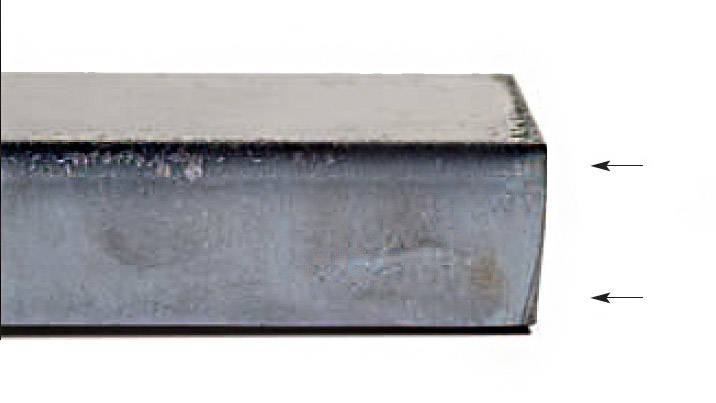
割炬与工件的距离会影响切割棱角
负角切割:割炬太低;增大割炬与工件的距离
正角切割:割炬太高;减小割炬与工件的距离
注:容差范围内的切割角变化应属正常。
步骤 6:切割速度是否过快或过慢?
- 根据需要调整切割速度
注:切割速度也会影响熔渣。
高速熔渣:切割速度太快(电弧滞后),降低切割速度
低速熔渣:切割速度太慢(电弧提前),提高切割速度
顶部飞渣:切割速度太快,降低切割速度
注:除切割速度以外,材料的化学成分和表面光洁度也会影响熔渣的量,随着工件温度升高,后期切割产生的熔渣会增多。
步骤 7:供气系统是否正常?
- 检查供气是否正常,及时修复漏气或供气不畅的情况
- 使用规格合适的调节器和供气管路
- 使用纯净的高品质气体
- 如果需要手动吹气,例如 MAX200,确认吹扫周期已完成
- 咨询气体经销商
步骤 8:割炬有无振动?
- 确保割炬在切割床台架上固定牢靠
- 咨询切割机生产商;可能需要维护切割床
步骤 9:切割床是否需要校准?
- 检查并确保切割床以指定速度切割
- 咨询切割机生产商;可能需要调节切割床的速度
-
武汉海辰机电工程有限公司主要经营代理美国Hypertherm公司的产品,我们可以向切割机制造商和用户提供世界著名品牌Hypertherm的等离子电源、数控控制器、弧压高度控制器和电容调高器以及原装进口的海宝易损件,同时承接各种 数控切割机、激光切割机的维护以及改造.欢迎广大用户来电咨询:24小时服务热线董小姐 13667239593 027-87638853