







地 址:武汉市东湖开发区佳园路2-2号光谷国际商务大厦A-2404
电 话:86-027-13986126423 87638853 87638957
传 真:86-027-87638956
低碳钢激光氧气切割指南
本站发布日期:2019-8-27
要提高各种材料的切割质量,应遵循以下步骤。
- 使用与待切割材料最接近的已知设定。
- 使用具有某些内轮廓和外轮廓的测试零件。
- 验证并确保透镜和/或窗口清洁且状况良好。
- 验证并确保喷嘴状况良好,且适当居中。
- 上下调节焦点,直至切割质量下降,然后将其设在中间位置。
- 调高/调低气压,直至切割质量下降,然后将其设在中间值。
- 以 5% 的增幅调高进给速率,在切割质量开始下降时,将进给速率调低 10%。
使用激光切割低碳钢的重点在于使激光光束加热材料的面积和通过切割面的辅助气体流量之间保持平衡。加热面积过小或通过切割面的辅助气体量不足将导致割缝(切割面宽度)偏窄。加热面积过大或通过切割面的辅助气体量过多将导致割缝偏宽。
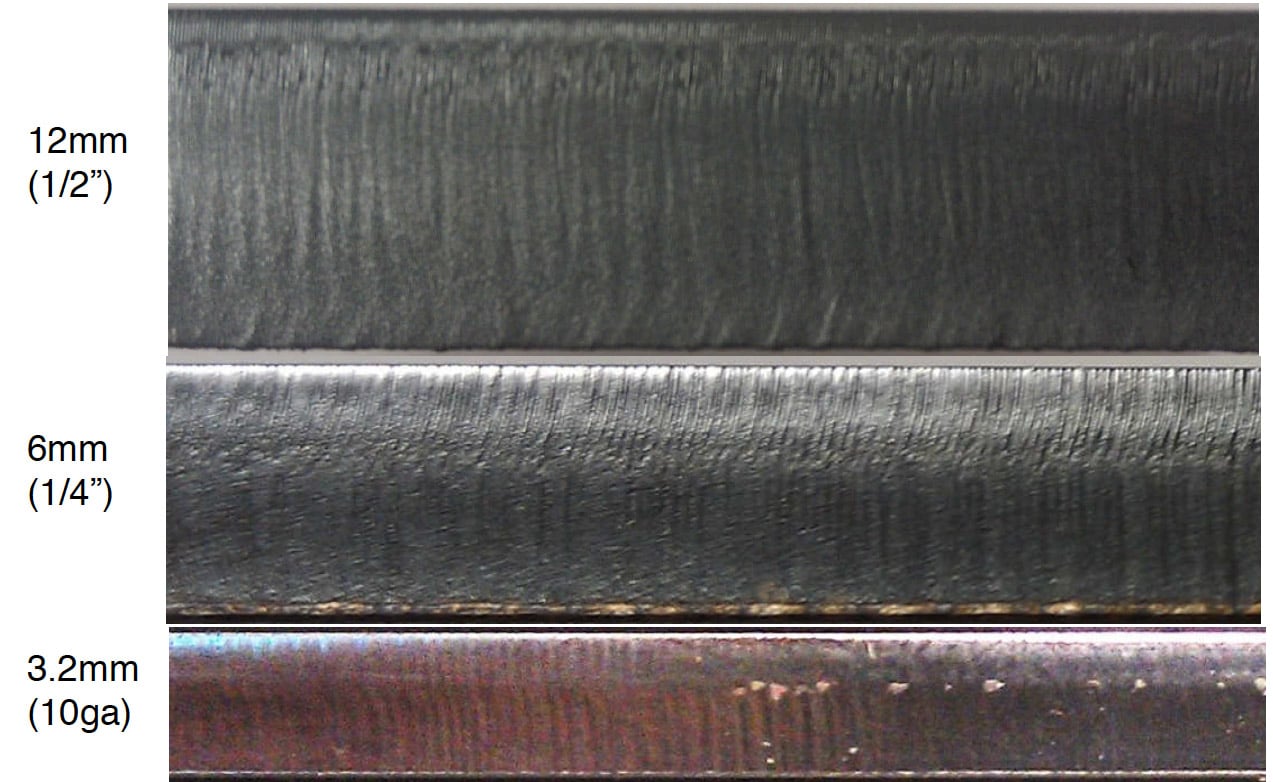
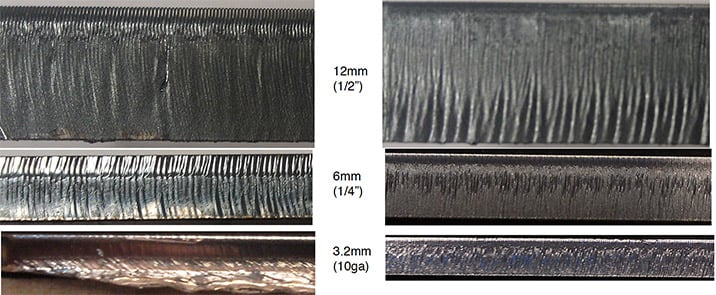
以下是使用 2kw 光纤激光和氧气切割 12 mm、6 mm 和 3.2 mm 低碳钢的示例,以及改变其中一个变量后切割同一零件的示例,以表明该变量对切割质量的影响。使用任何二氧化碳激光切割或氧气光纤激光切割低碳钢的调整示例将类似。
工厂切割表设定
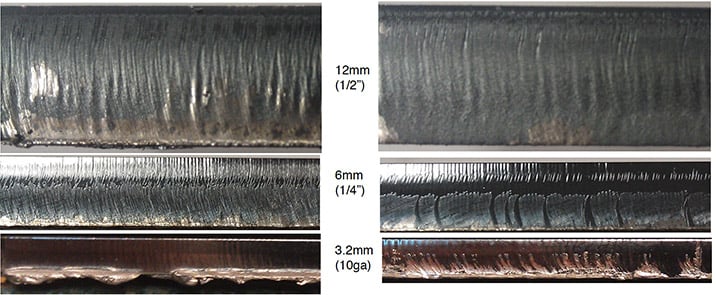
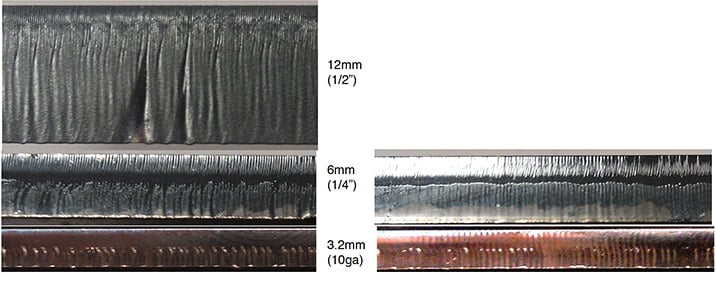
割缝太窄
常见特征是顶部的切割边缘非常平滑,切割面底部缺少氧化,并且/或者会产生大量熔渣。
可能原因:
| 焦点太低 | 进给速率太快 | |
|
||
| 气压过低 | 喷嘴尺寸太小 | |
|
||
|
间隙太低 |
||
|
||
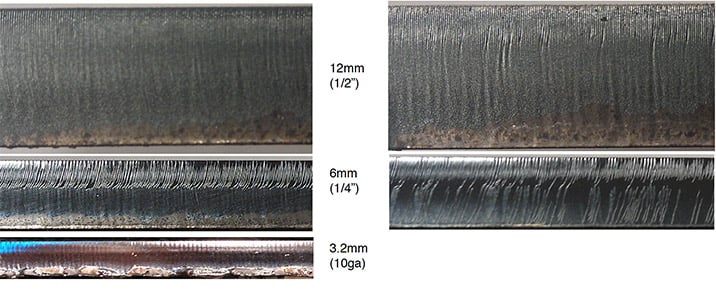
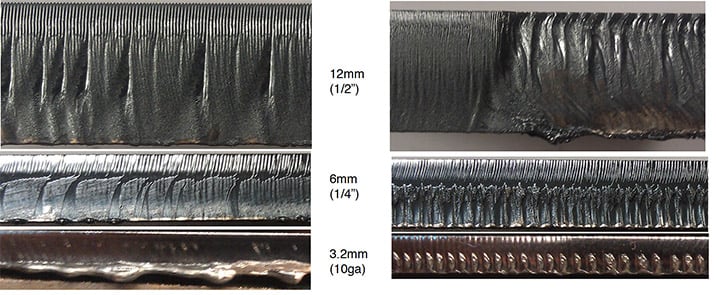
割缝太宽
常见特征是切割边缘较为粗糙,零件转角处自身燃烧过度,切割边缘棱角较多,偶尔会产生熔渣。
可能原因:
| 焦点太高 | 进给速率太慢 |
|
|
| 气压过高 | 喷嘴尺寸太大 |
|
|
| 间隙太高 | 喷嘴类型不合适 |
|
|