







如何才能更高效?
本站发布日期:2019-8-26
说到工业切割,效益(或者说效益不佳)可以归结为以下三要素:切割速度、切割质量和系统运行时间。海宝全新 XPR300™ 切割系统恰恰从上述三要素着手进行了全面优化:不仅切割速度更快、切割质量更出色,可以减少(甚至避免)二次加工,而且通过采用“智能”技术,简化步骤,节约时间,从而延长了系统运行时间。
切割速度
由于能够输出 300 A 的电流和 63 kW 功率,与输出 260 A 电流的前代产品相比,XPR300 的切割速度更快。具体的速度提升幅度取决于待切割材料的厚度,但一般而言,切割厚度为 15 ~ 40 mm、50 mm、60 mm 的材料时,速度分别可以提升 10% ~ 20%、38% 和近 50%。
| 厚度 | XPR300 | HPR260XD | HPR400XD |
XPR300 |
HPR400XD 与 XPR300 % |
|
| 15 mm | 3440 | 3130 | 3950 | 10% | 15% | |
| 20 mm | 2550 | 2170 | 2805 | 18% | 10% | |
| 25 mm | 1950 | 1685 | 2210 | 16% | 13% | |
| 30 mm | 1530 | 1290 | 1790 | 19% | 17% | |
| 40 mm | 940 | 790 | 1160 | 19% | 23% | |
| 50 mm | 560 | 405 | 795 | 38% | 42% | |
| 60 mm | 385 | 258 | 580 | 49% | 51% | |
| 70 mm | 250 | 不适用 | 380 | 不适用 | 52% |
切割速度 (mm/min)
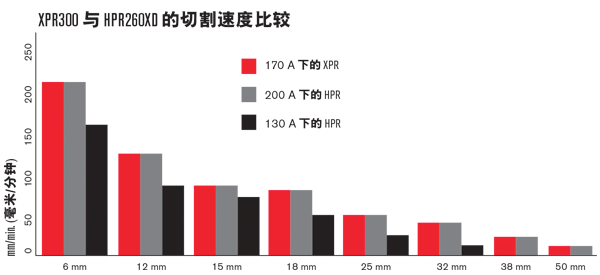
除了切割速度更快,XPR 的能效也高于 HPR260XD®。如下图所示,XPR300 只需 170 A 的电流,就能达到与设置为 200 A 电流的 HPR260XD 相同的切割。不仅切割速度更快,还减少了切割过程中的能耗。
切割质量
再说切割质量,XPR300 引入了名为 X-Definition™ 的全新一代切割技术。这种新一代切割技术能够改进按照 ISO 9013 测量的切割质量,ISO 9013 是一项定义热切割零件切割质量的国际标准。这项标准采用 1 至 5 分的评分范围,范围 1 切割被视为最佳质量。全新 XPR300 几乎可在易损件的整个寿命期内提供 ISO 范围 3 切割质量。相比之下,海宝的 HPRXD® 系统往往只能提供范围 4 切割质量,如下所示。
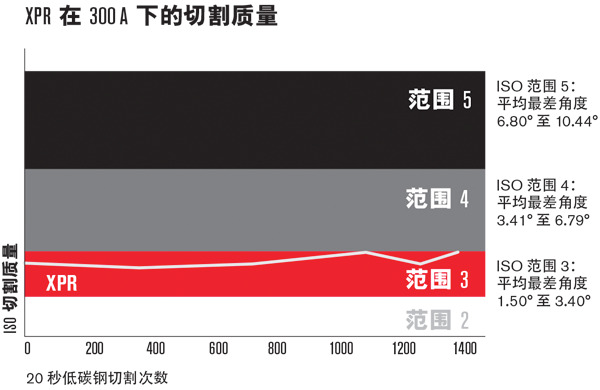
上图记录的结果是在切割 20 mm 低碳钢时实现的,实验室测试表明,如果使用更低的电流设定切割更薄的低碳钢,甚至可达到 ISO 范围 2 切割质量。除了更高的切割质量外,另一个值得一提的是切割稳定性的提升。如图所示,在实验室测试期间进行的成百上千次 20 秒切割中,切割质量非常稳定。使用全新易损件与使用已起弧 1000 多次的易损件相比,切割的零件质量看上去几乎完全相同。
切割质量上的显著进步不仅体现在低碳钢切割上,也同样体现在不锈钢和铝材切割上。这是采用几项新技术的结果。其中一项工艺是 Vented Water Injection™ (VWI),它使用氮气作为等离子气体,使用水作为保护气体,能够更好地对齐并聚集等离子弧。还有一项工艺叫做 Vent-to-Shield(等离子气分流技术),它可以回收排放的等离子气体中的氢气并将其与保护气体混合。采用这两项技术的成果是,与 HPR 相比,切割边缘更接近直角,棱角减少,并且表面光洁度更高。XPR 还采用了一项叫做 Advanced Arc Stability 高级稳弧的等离子弧稳定工艺,并为孔切割设计了新的电弧分割规程,在海宝本已出色的 True Hole® 精细螺栓孔工艺基础上更进一步。
系统运行时间
尽管保留了 XPR 中的全部技术,但系统复杂性实际上却下降了。电源传感器提供优化的诊断代码,大幅增加了系统监控信息。这可以缩短故障检修时间并主动提供系统状态数据,提升系统整体优化能力。
此外,新系统的设计采用更少的控制箱和接头,因而缩短了操作工的设置时间,让他们有更多的时间用于切割。这方面有帮助的功能包括一种名为 EasyConnect™ 的连接设备,使用该设备,操作工不必借助工具就能将割炬快速插入割炬控制箱。此外使用 QuickLock™ 电极,只需转动 ¼ 圈便可轻松拧紧,进一步缩短了作业设置时间,同时操作工还可借助一项崭新设计单手快速完成割炬更换。所有控制箱均具备先进的自动气体控制功能,操作工可直接通过 CNC 控制器选择和执行所有切割作业,还能利用电源内置的 WiFi 功能远程监控一个(或多个)系统。
易损件寿命的延长不仅降低了总体运行成本,也进一步增加了系统正常运行时间。有一项功能是 Cool Nozzle™ 冷却喷嘴,它能直接为喷嘴提供液冷,使易损件寿命延长 40%。从本质上讲,PowerPierce® 强力穿孔技术对保护帽起到的作用与该功能相同。这项技术可在穿孔作业期间为保护帽提供液冷,使其能够真正清除熔融金属,从而防止保护帽损坏。割炬快速接头中有一个阀门可以更快速、更精确地控制气流,从而显著延长氧气工艺寿命和大幅加快渐降工艺速度。如下图所示,这种消除渐降错误的方法在大多数应用环境中大大延长了易损件的使用寿命。减少在更换易损件上花费的时间意味着可以有更多时间用来执行切割作业以及其他能够创造价值的活动。

现在您应该明白了。XPR300 之所以效益更高,是因为它兼具更快的切割速度、更高的切割质量以及更长的系统正常运行时间。
24小时热线 :13667239593 董