







如何才能提高利润?
本站发布日期:2019-8-26
自人类发明等离子切割技术以来,促使该技术不断进步的一个共同主线便是,持续降低金属切割的每米成本。作为用户利润提升的主要推动因素,这一主线在 XPR300™ 中得以快速推进。采用 XPR300 之所以能够显著降低运行成本,是因为多方面的因素,其中包括切割速度、易损件寿命和切割质量。
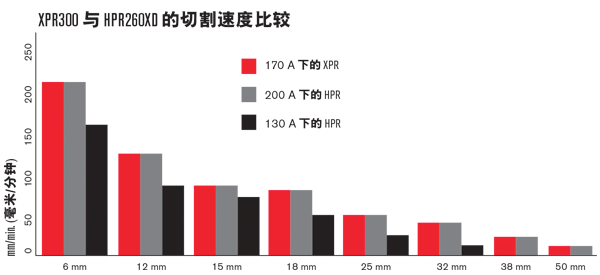
第一个因素与切割速度有关。XPR300 在切割一些主要厚度的材料时比其前代产品快 10% ~ 20%,在切割厚度超过 50 mm 的材料时则要快近 50%。
| 厚度 | XPR300 | HPR260XD | HPR400XD |
XPR300 |
HPR400XD 与 XPR300 % |
|
| 15 mm | 3440 | 3130 | 3950 | 10% | 15% | |
| 20 mm | 2550 | 2170 | 2805 | 18% | 10% | |
| 25 mm | 1950 | 1685 | 2210 | 16% | 13% | |
| 30 mm | 1530 | 1290 | 1790 | 19% | 17% | |
| 40 mm | 940 | 790 | 1160 | 19% | 23% | |
| 50 mm | 560 | 405 | 795 | 38% | 42% | |
| 60 mm | 385 | 258 | 580 | 49% | 51% | |
| 70 mm | 250 | 不适用 | 380 | 不适用 | 52% |
切割速度 (mm/min)
还要注意的是,XPR300 的能效更高,只需更低的电流,即可实现与其前代产品同等的性能。如下图所示,电流设置为 170 A 的 XPR 与使用 200 A 输出电流的 HPR 切割速度相同。
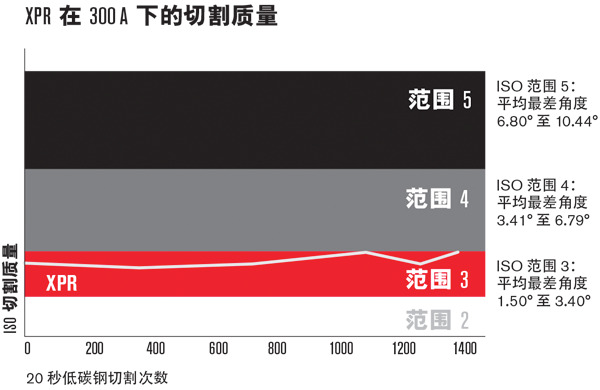
影响运行成本的第二个关键因素是易损件寿命。在实验室测试中,海宝工程师进行的切割次数比之前多出将近 50%。以前在对 ¾” 低碳钢进行 20 秒切割时,一套易损件可持续切割近 1000 次,如今,XPR 易损件则可切割近 1400 次。易损件寿命延长的原因之一是 XPR 精巧的设计。该系统的电源采用了 Arc response technology™ 电弧响应技术,能够通过自动干预来预防可能损坏系统或缩短易损件寿命的事件。
让我们以渐降错误为例。这些错误是指电弧以失控的方式终止,表现为脱离板材或某个内部构件(比如孔或槽)脱离,它们对易损件的损害很大。这是因为当电弧“突然”熄灭时,所有电极头部的铪发射器均无法重新固化。因此,每次渐降时都会有少量铪从电极喷出,而这会加速易损件的磨损。
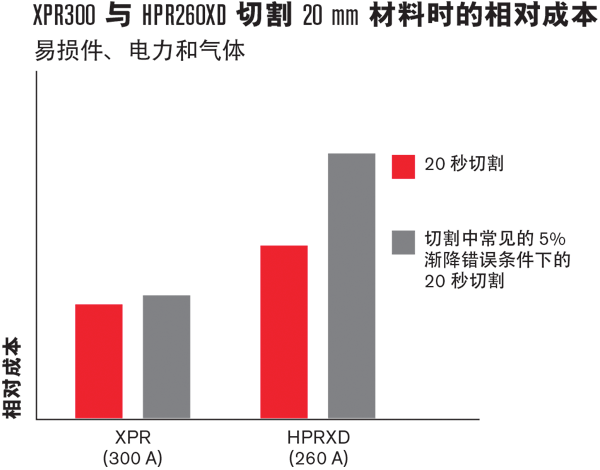
XPR300 电源通过采用完善的自动感应功能解决这个问题。系统感应到即将发生渐降错误时会快速以可控方式终止电弧,从而大大延长电极和喷嘴的寿命。在大多数等离子切割系统中,渐降错误会使易损件寿命缩短约 50%,XPR300 系统的这一比例则不到 10%。这相当于实现了接近三倍于正常水平的易损件寿命。
另一个需要考虑的重要因素是切割质量。XPR300 引入了名为 X-Definition™ 的全新一代切割系统。该系统融合了诸多技术进步,例如:Cool Nozzle™ 冷却喷嘴、Advanced Arc Stability 高级稳弧、将 HyDefinition® 高精细切割工艺扩展到有色金属上、Vented Water Injection™ (VWI)、离散气体混合(氢气、氩气、氮气)、等离子气分流技术和等离子气缓冲(利用喷嘴内的腔室吸收压力和流量波动),这些技术进步能够使切割质量在长时间内保持出色的稳定性。
HyPerformance® Plasma HPR® 系统可在切割零件时稳定保持 ISO 范围 4 切割质量,XPR300 则可稳定保持 ISO 范围 3 切割质量,在切割较薄的材料时甚至可以达到 ISO 范围 2 切割质量。
低碳钢的切割质量得到大幅提升,不锈钢和铝材的切割质量则得到更为显著的提升,这使得结构加工商有能力将之前外包给激光以及其他专业切割中心的切割作业转回内部。这样可以大幅节省成本,打造更完善、更高效的供应链(支持 JIT 生产),加快作业完成速度,提高总体盈利能力。

利用 XPR300 提供的 VWI 工艺实现的铝材切割边缘质量
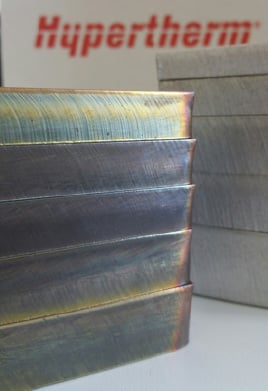
利用 XPR300 在 OptiMix 控制箱中将氢气-氩气-氮气作为等离子气体进行混合的独特能力实现的不锈钢切割边缘质量
总之,由于切割速度更快,渐降错误保护功能进一步延长了易损件的寿命,切割质量和切割稳定性也得到全面提升,这些因素产生的直接效应便是运行成本的下降和利润的提升。事实上,当输出电流设置为 300 A 时,XPR300 可使每米切割的相对成本下降 50% 以上。
24小时热线:13667239593 董